


PETG – CF – Indigo Blue – with spool – Bambu Lab

Product Features
- Less accumulation of filament
- First-class printing surface
- Improved mechanical properties and high flexibility
- Comes with reusable main reel
- Diameter: 1.75 mm +/- 0.03 mm
Warnings for use
- The nozzle of 0,2 mm is not compatible
- Stainless steel tip not recommended
- Dry before use for highest print quality
- Compatible with AMS
- AMS lite is NOT compatible
Bambu PETG-CF
Bambu PETG-CF is a composite material composed of PETG and carbon fibre. The new formulation significantly improves print quality by reducing clumping compared to traditional PETG. With the addition of carbon fiber, Bambu PETG-CF offers improved strength while maintaining good durability and a brilliant appearance. It is an ideal material for drone parts, racing models and various functional parts that require both high performance, especially impact strength, and an elegant appearance.
Less crowding
Bambu PETG-CF has been improved with a modified formula that specifically addresses the problem of build-up and sticking to the nozzle during printing on PETG.

Premium printing surface
The carbon fibers impart an advanced texture to the printing surface while maintaining the luster of the PETG itself.

 Carbon fibre texture
Carbon fibre texture
 Carbon fibre texture
Carbon fibre textureCarbon fibers give a soft reflection, minimal layer lines and a unique delicate texture.
 Shiny finish
Shiny finish
 Shiny finish
Shiny finishIn contrast to the matt finish of PLA-CF, PETG-CF offers a gloss finish and thus offers another choice.
Strong performance of XY
The addition of carbon fibers also significantly increases the XY strength of PETG without compromising the bonding of the layers.

Comparison of parameters
Learn more about the comparison of different threads in The Bambu Thread Guide >>
| PLA-CF | PETG-CF | |
| Type of filament | Carbon fibre filled | Carbon fibre filled |
| Host Compatibility | Hardened steel (0.4, 0.6, 0.8 mm) | Hardened steel (0.4, 0.6, 0.8 mm) |
| Compatibility of the pad | Cool pad , High temperature or Textured PEI pad | Engineering pad , High temperature or Textured PEI padC |
| Compatibility with AMS | YES | YES |
| Surface | Brushed | Glossy |
| Print speed | <250 mm/s | <200 mm/s |
| Durability (impact strength – XY) | 23.2 kJ/m² | 41.2 kJ/m² |
| Strength (flexural strength – XY) | 89 MPa | 70 MPa |
| Stiffness (flexural modulus – XY) | 3950 MPa | 2910 MPa |
| Layer adhesion (impact strength – Z) | 7.8 kJ/m² | 10.7 kJ/m² |
| Heat resistant(HDT, 0.45 MPa) | 55 °C | 74 °C |
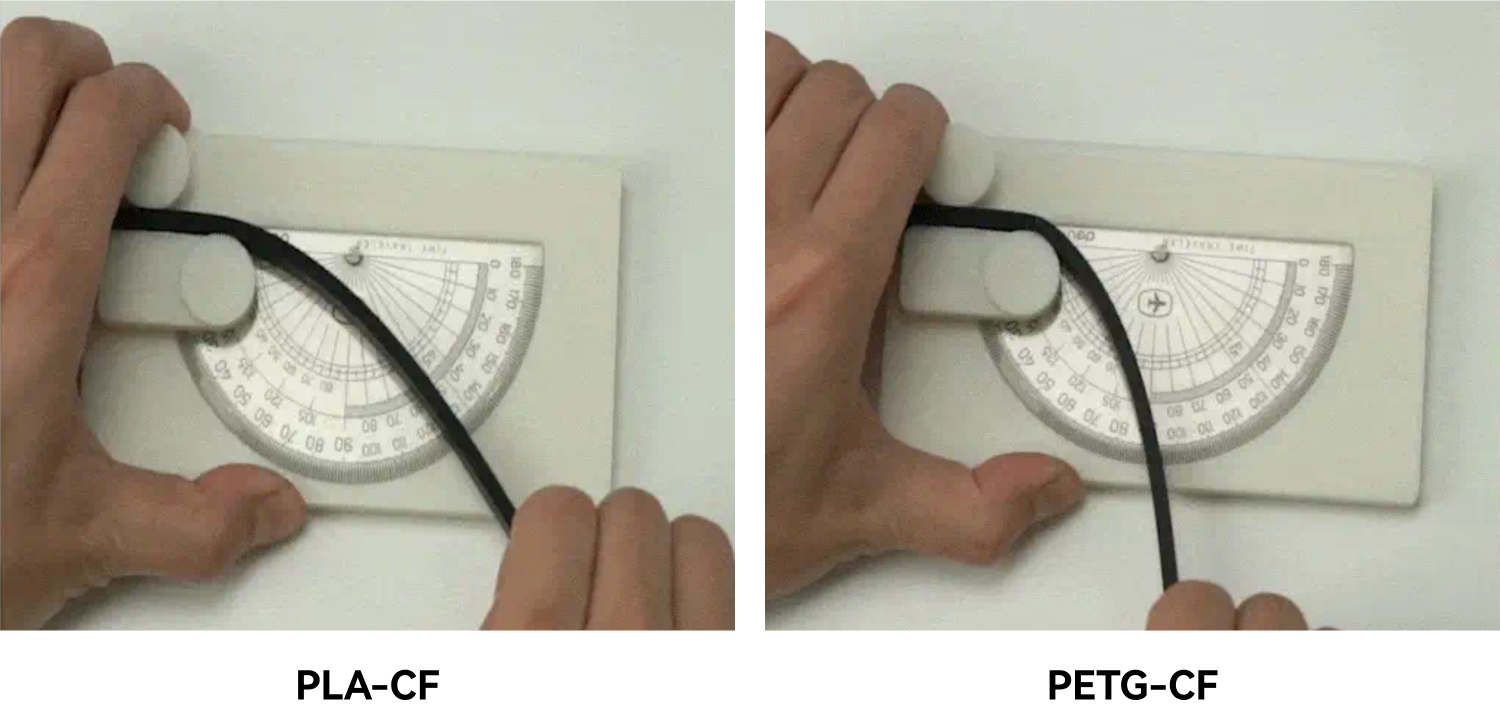
High flexibility
Compared to other carbon fibre materials, Bambu PETG-CF has exceptional strength and is less prone to breakage under external stress and impact.
Compatibility of accessories
| Recommended | Not recommended |
|
| Backing | Engineered backing, High Temperature or Textured PEI backing | Cool Pad |
| Hotend | Nozzle with hardened steel (0.4/0.6/0.8 mm) | Stainless steel nozzle (0.2 / 0.4 mm) |
| Glue | Bambu Liquid Glue
Glue Stick EcoFixy Glue |
/ |
RFID for smart printing
All print parameters are embedded in the RFID, which can be read via our AMS (Automatic Material System).
Load and print! No more tedious setup steps.

| Recommended print settings | |
| Drying settings (shock drying oven) | 65 °C,8 h |
| Printing and maintaining the humidity of the container | < 20% RH (Sealed, with desiccant) |
| Nozzle temperature | 240 – 270 °C |
| Bed temperature (with adhesive) | 65 – 75 °C |
| Print speed | < 200 mm/s |
| Physical properties | |
| Density | 1.25 g/cm³ |
| Vicat softening temperature | 85 °C |
| Heat deviation temperature | 74 °C |
| Melting temperature | 225 °C |
| Melting index | 19.3 ± 2.4 g/10 min. |
| Mechanical properties | |
| Tensile strength | 35 ± 5 MPa |
| Rate of extension at break | 10.4 ± 0.6 % |
| Bending module | 2910 ± 260 MPa |
| Bending force | 70 ± 5 MPa |
| Force of impact | 41.2 ± 2.6 kJ/m² |
Tips when printing
– Bambu PETG-CF needs proper drying before printing. Drying conditions: 65℃ for 8 hours. Store in dry environment after use. Dry before use if the material absorbs moisture. For details, please refer to: filament drying instructions in WIKI.
– To get a stronger Z-fit, please set a higher fill density and do not use an open-frame printer or set fan rates too high to avoid excessive cooling.
– To get a glossier look, set lower speeds and relatively higher temperatures.
What’s in the box?












There are no reviews yet.